Vibrating Screen Exciter for Coal Preparation Industry: Enhancing Efficiency and Reliability
In the coal preparation industry, the demand for efficient and reliable screening equipment has grown significantly due to increasing production volumes and stricter quality requirements. Among all screening components, the vibrating screen exciter plays a critical role in ensuring optimal performance. As the heart of the vibrating screen, the exciter is responsible for generating the motion that separates coal particles by size, thereby directly influencing throughput, screening accuracy, and operational stability.
Understanding the Role of a Vibrating Screen Exciter
A vibrating screen exciter is a mechanical device designed to produce the oscillatory motion needed for the screening surface to function efficiently. It converts electrical or mechanical energy into a controlled vibration, which then propagates across the screen deck. This vibration helps coal particles move across the screen and pass through openings of different sizes, ensuring proper classification and separation.
For coal preparation plants, a well-functioning exciter improves productivity by preventing screen clogging, reducing energy consumption, and minimizing wear and tear. Without a reliable exciter, operators may experience uneven material distribution, poor separation efficiency, and frequent downtime due to mechanical failures.
Key Features of Vibrating Screen Exciters for Coal Processing
Modern vibrating screen exciters used in coal preparation are engineered with specific features that enhance their durability and performance:
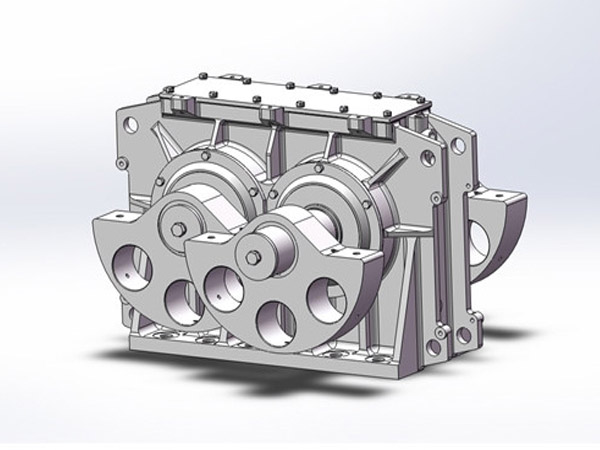
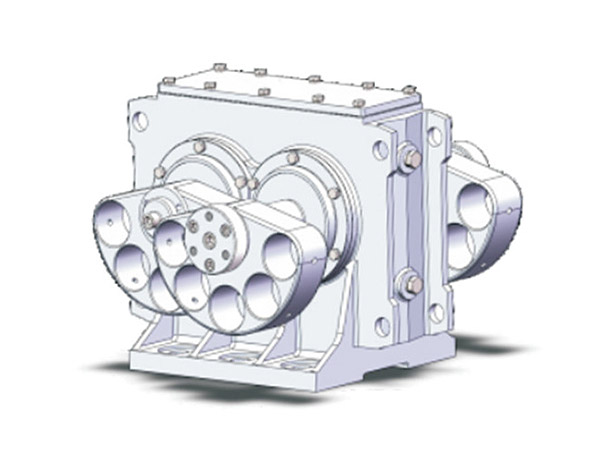
High-Performance Motors and Eccentric Shafts: The exciter typically employs robust motors and precision-engineered eccentric shafts to generate consistent vibration. This design ensures uniform motion across the screen deck, which is crucial for accurate particle separation.
Adjustable Vibration Amplitude: Different coal types require different screening intensities. Advanced exciters allow operators to adjust the amplitude and frequency of vibrations, providing flexibility for processing coarse, medium, or fine coal.
Durable Construction Materials: Since coal is abrasive, exciters are built with wear-resistant materials and reinforced structural components. This increases the lifespan of the equipment while reducing maintenance costs.
Energy Efficiency: Efficient exciter designs reduce power consumption by optimizing the vibration force relative to the screen load. This not only lowers operating costs but also supports sustainability initiatives within the coal preparation industry.
Ease of Maintenance: Modern exciter designs emphasize modularity, allowing for straightforward inspection and replacement of components such as bearings, shafts, and springs without extensive downtime.
Common Applications in Coal Preparation
Vibrating screen exciters are used across multiple stages of coal processing, including:
Primary Screening: Removing large unwanted materials and debris before the coal enters further processing stages.
Secondary and Tertiary Screening: Refining coal into specific size fractions for coking, power generation, or industrial use.
Fine Coal Recovery: Ensuring that smaller particles are effectively separated and directed toward the desired end product.
Each application requires careful selection of the exciter to match the screen size, capacity, and coal characteristics. Failing to select the proper exciter can result in reduced efficiency, increased operational costs, and potential equipment damage.
Troubleshooting and Maintenance Tips
To maintain optimal performance, operators must regularly monitor and maintain the vibrating screen exciter. Common maintenance practices include:
Regular Lubrication: Bearings and moving parts should be lubricated according to manufacturer recommendations to prevent overheating and premature wear.
Alignment Checks: Misalignment of the exciter can cause uneven vibration and reduce screening efficiency. Routine inspections ensure proper alignment of shafts and motor components.
Vibration Analysis: Using vibration monitoring tools can help detect early signs of imbalance, loosened bolts, or worn components before they escalate into major failures.
Cleaning and Inspection: Coal dust and residue can accumulate on the exciter, affecting performance. Regular cleaning and inspection help maintain consistent operation.
.jpg)
Advantages of Investing in High-Quality Exciters
Adopting high-quality vibrating screen exciters in a coal preparation plant brings multiple benefits:
Improved Screening Efficiency: High-performance exciters ensure consistent particle motion, enhancing separation accuracy.
Reduced Downtime: Durable components and easier maintenance reduce unscheduled interruptions.
Lower Operating Costs: Efficient energy use and minimal wear translate into long-term savings.
Enhanced Safety: Well-designed exciters reduce mechanical failures, contributing to a safer workplace.
Conclusion
For coal preparation plants aiming to optimize production, the vibrating screen exciter is more than just a mechanical component; it is a critical factor in operational efficiency, product quality, and cost management. By selecting exciters that combine durability, flexibility, and energy efficiency, plant operators can ensure reliable screening performance, reduce downtime, and maintain high-quality coal output.
Investing in a high-quality vibrating screen exciter not only enhances production efficiency but also strengthens a plant’s competitiveness in a demanding industry. For businesses seeking long-term operational success, understanding the technology and maintenance practices of these exciters is essential.
Whether you are upgrading an existing screen or installing a new coal preparation line, choosing the right vibrating screen exciter will directly impact your plant’s productivity, energy efficiency, and overall reliability.

